來聽聽專業人士說說大型軸類鍛件的鍛造工藝
2018-10-24 16:53
admin
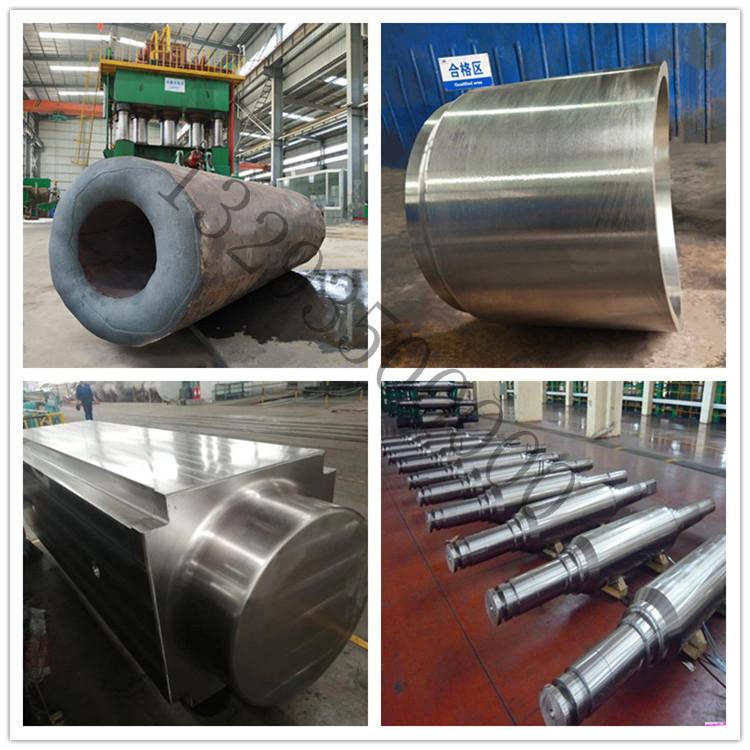
大型軸類鍛件,一般都是由鋼錠直接鍛造而成。鍛件的質量越大,鋼錠的噸位也越大。鋼錠在澆鑄過程中,中心區的非金屬夾雜物、偏析、縮孔和密集性疏松等缺陷嚴重。為了獲得滿足要求的鍛件質量,必須通過鍛造的方法來消除鋼錠內部的缺陷。但在實際生產過程中,大型軸類鍛件的超聲波探傷合格率往往較低。例如我公司在生產一批直徑Φ800mm,長度為9000mm的輥時,采用了傳統鍛造工藝理論的普通平砧拔長工序,結果有40%的輥都因輥身中心部位存在大量軸向密集缺陷或縱向裂紋而達不到超聲波探傷要求。究其原因,除了鑄造鋼錠方面缺陷以外,鍛造工藝也有需要改進之處。而近年來對大型鍛件鍛造進行的大量研究和模擬試驗表明,傳統鍛造工藝理論的普通平砧拔長工序對大型鍛件的鍛透性作用并不理想,這也是大型軸類鍛件超聲波探傷合格率不高的主要原因。
1.上下普通平砧拔長工藝分析
大型軸類鍛件的傳統鍛造工藝如下:鋼錠倒棱鐓粗后用上下普通平砧拔長。其主要變形階段是采用上下普通平砧拔長工序來實現的。因此,拔長工藝及工藝參數的選擇對軸類鍛件的質量至關重要。其中相對進給量e=L/H是一個很重要的指標,其對鍛件質量有很大的影響。在上下兩砧間滿砧拔長時,相對進給量應該控制在0.5-0.8之間。
拔長時,如果相對進給量<0.5,鋼錠(或坯料)心部變形小于表層,尤其是相對進給量越小(如e為0.2~0.25),則只有表層變形,心部不變形,形成“雙鼓形”(見附圖),在坯料心部出現橫向拉應力,中心缺陷不能焊合,塑性較低的地方甚至會形成新的裂紋,或者使鋼錠中的缺陷進一步擴大,影響內部質量。若相對進給量>0.8,坯料的寬展大于拔長,不僅降低了拔長的效率,而且還會因反復鍛壓,在坯料內部形成縱向裂紋。
從滿足相對進給量的要求來看,由于鍛件尺寸的增大和技術條件的提高,特別是對超聲波探傷要求較嚴的鍛件生產,增加了制造技術的困難。如果砧寬度尺寸不夠大,即使是滿砧進給,其相對進給量仍較小,鋼錠心部不易鍛透,內部疏松等缺陷不能被焊合,勢必影響到鍛件的超聲波探傷,橫向和縱向力學性能達不到質量要求。
可見,若想消除鋼錠心部缺陷,提高大型軸類鍛件的探傷合格率,還應從鍛造工藝入手,加大上下平砧的寬度,增加鍛透性。

2.軸類鍛件的WHF鍛造法
WHF鍛造法就是采用比普通平砧寬的專用上下寬平砧,在高溫下對坯料進行強力壓下拔長的鍛造方法。其可使大鋼錠的心部產生大的應變而發生塑性變形,并鍛合心部的縮孔和疏松等缺陷。WHF鍛造法在操作時,砧寬和坯徑之比最佳值應選為0.67~0.77。坯料的每次進給量一般要達到砧寬的90%以上。在坯料直徑小于Φ1300mm時進給量也不得小于砧寬的70%。否則,在變形量不大的情況下,和普通平砧變形一樣,達不到WHF的效果。
實施WHF鍛造法時,坯料的加熱溫度要比通常鍛造工序高20~30℃,使其容易產生塑性變形。保溫時間為一般鍛件的1.3~1.5倍,視其坯料截面尺寸和高溫擴散的要求而定。保溫時間長,使坯料里外溫差小,在強力壓下時,外部不易產生裂紋,心部也能發生大的應變,鍛合缺陷。上下砧寬B與坯料直徑D的比應滿足0.5≤B/D≤0.8。從鍛造的成本考慮,上下寬平砧不宜制造過多。可按鍛件主截面大小,配置兩三種即可。寬平砧的圓角也要適當加大,防止大壓下量后產生折傷。操作時每次壓下量為壓下前直徑的15%~20%,最佳取20%。若壓下量小,則心部發生的應變也小。嚴格執行規定的壓下量,還可起到鋼錠中心與鍛件中心基本相重合的作用。
3.結論
(1)用常規鍛造工藝鍛造大型軸類鍛件時,鍛件心部易產生橫向拉應力,拉應力與夾雜物交互作用,會在鍛件內部產生裂紋。鋼錠心部的組織缺陷也不能得到有效鍛合。
(2)用WHF鍛造法鍛造大型軸類鍛件,并選用合理的工藝參數,可有效提高鋼錠的鍛透性,形成防止裂紋產生的變形機制。生產實踐表明,WHF鍛造法可以建立這種變形機制,顯著提高大型軸類鍛件的成品率。該工藝理論用于大型鍛件的生產與修復中,都有非常好的效果。